)
How Guided Wave Testing Works: Basic Principles
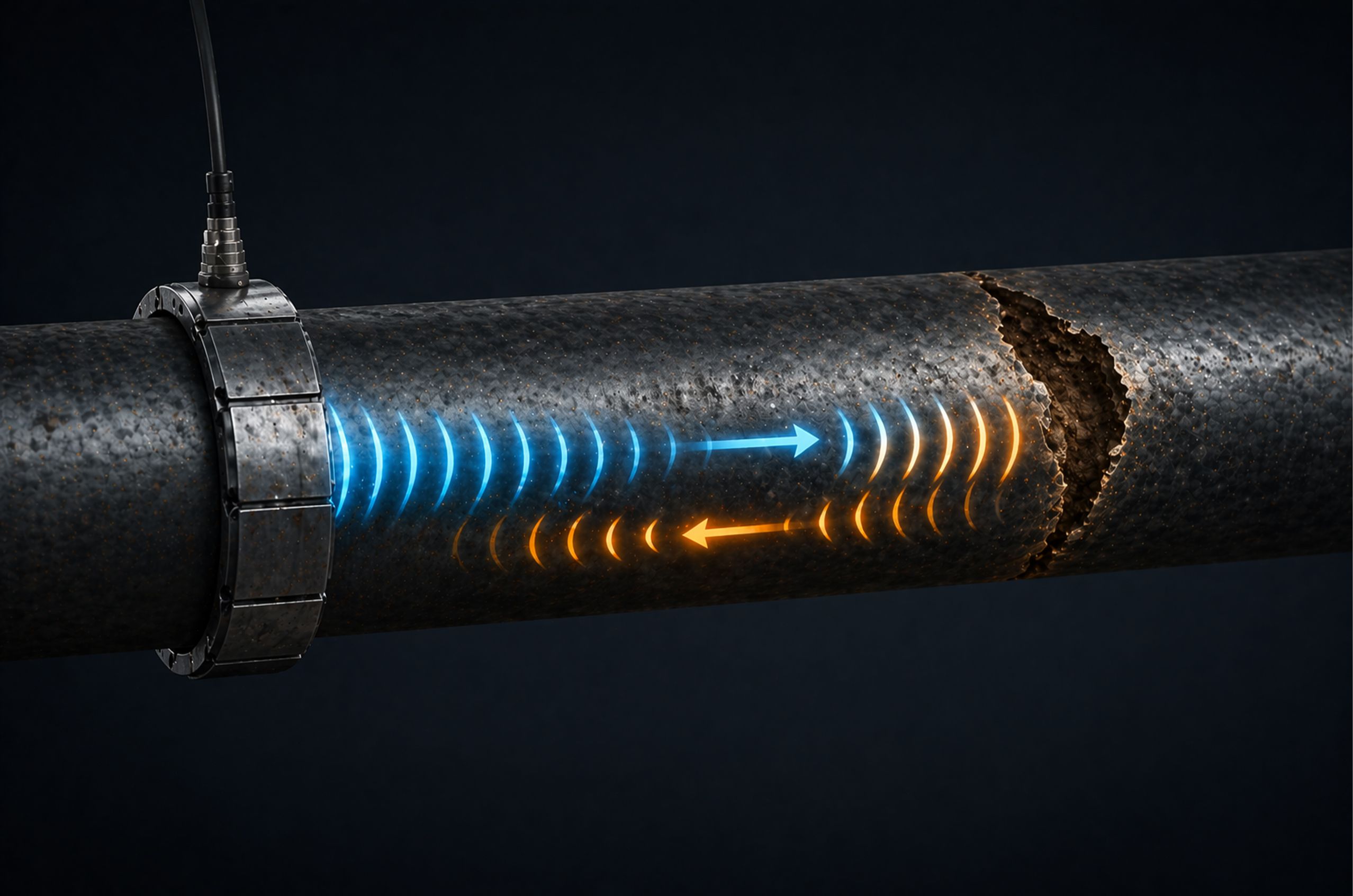
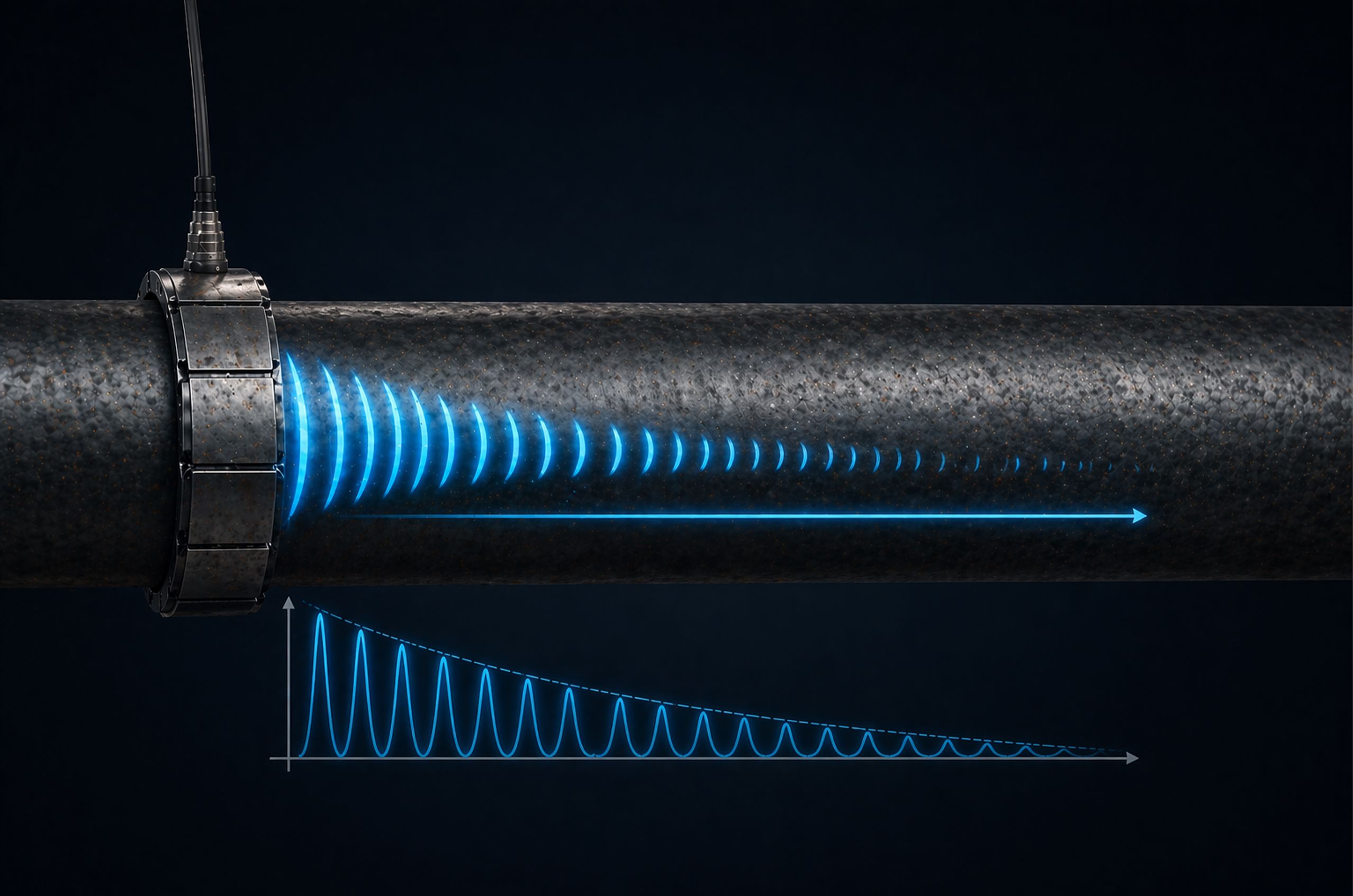
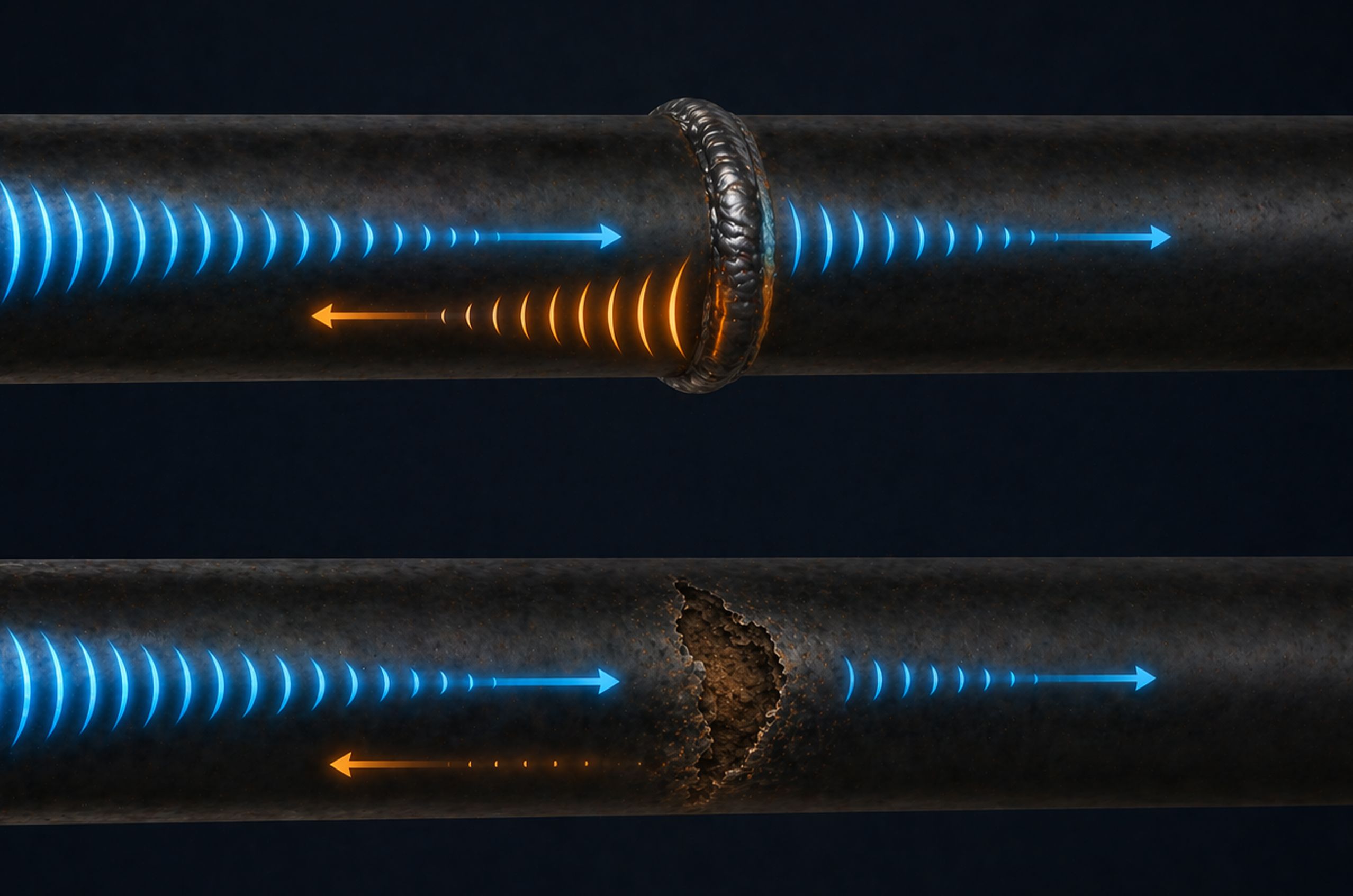
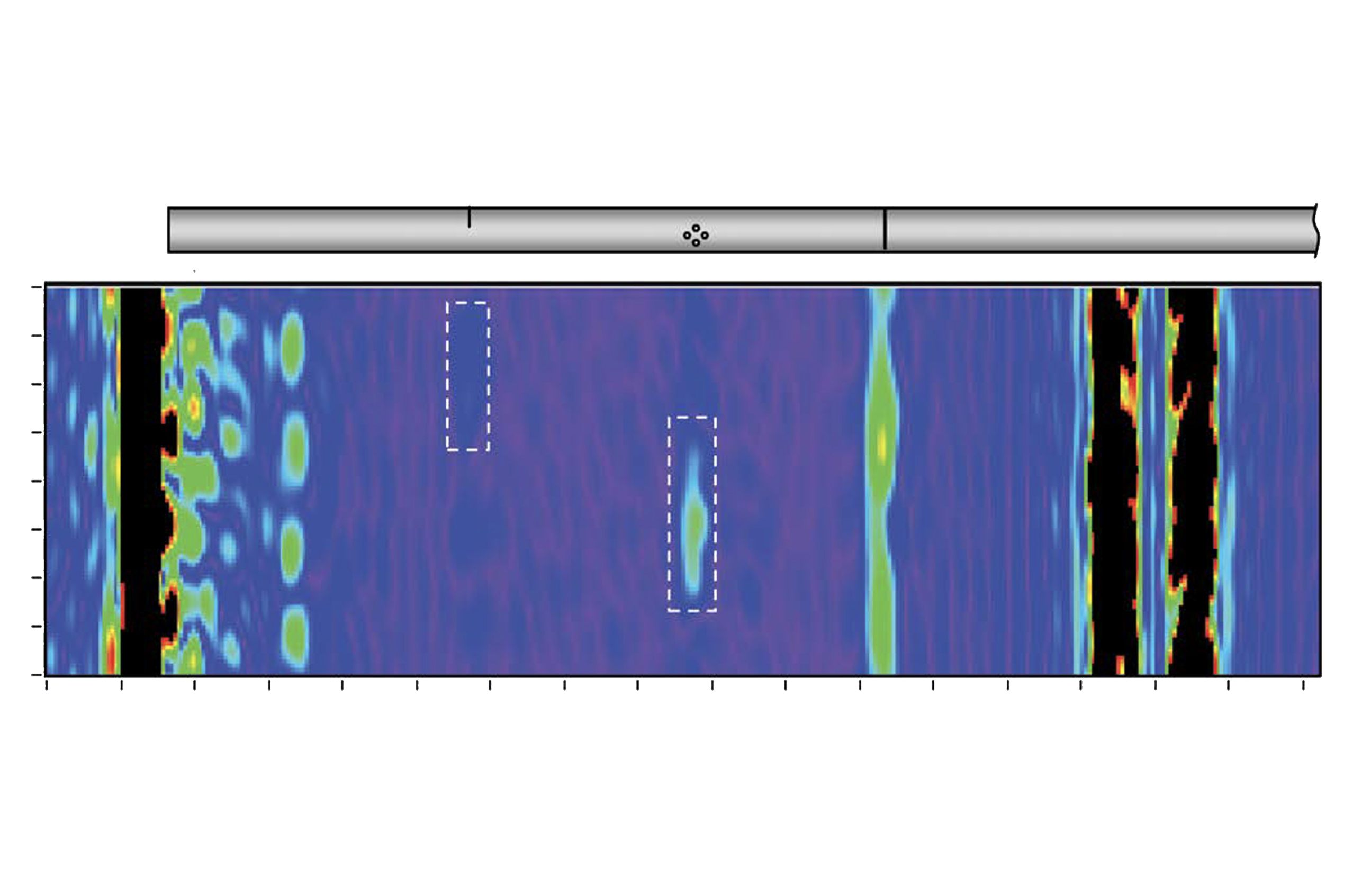
In GW, a ring of sensors is clamped around the outside of a pipe at an accessible location. The sensors generate low-frequency guided wave pulses that travel along the pipe wall in both directions simultaneously. When a pulse encounters a change in the pipe — a weld, a support, thinning from corrosion, or a crack — some of the energy reflects back toward the sensor ring.
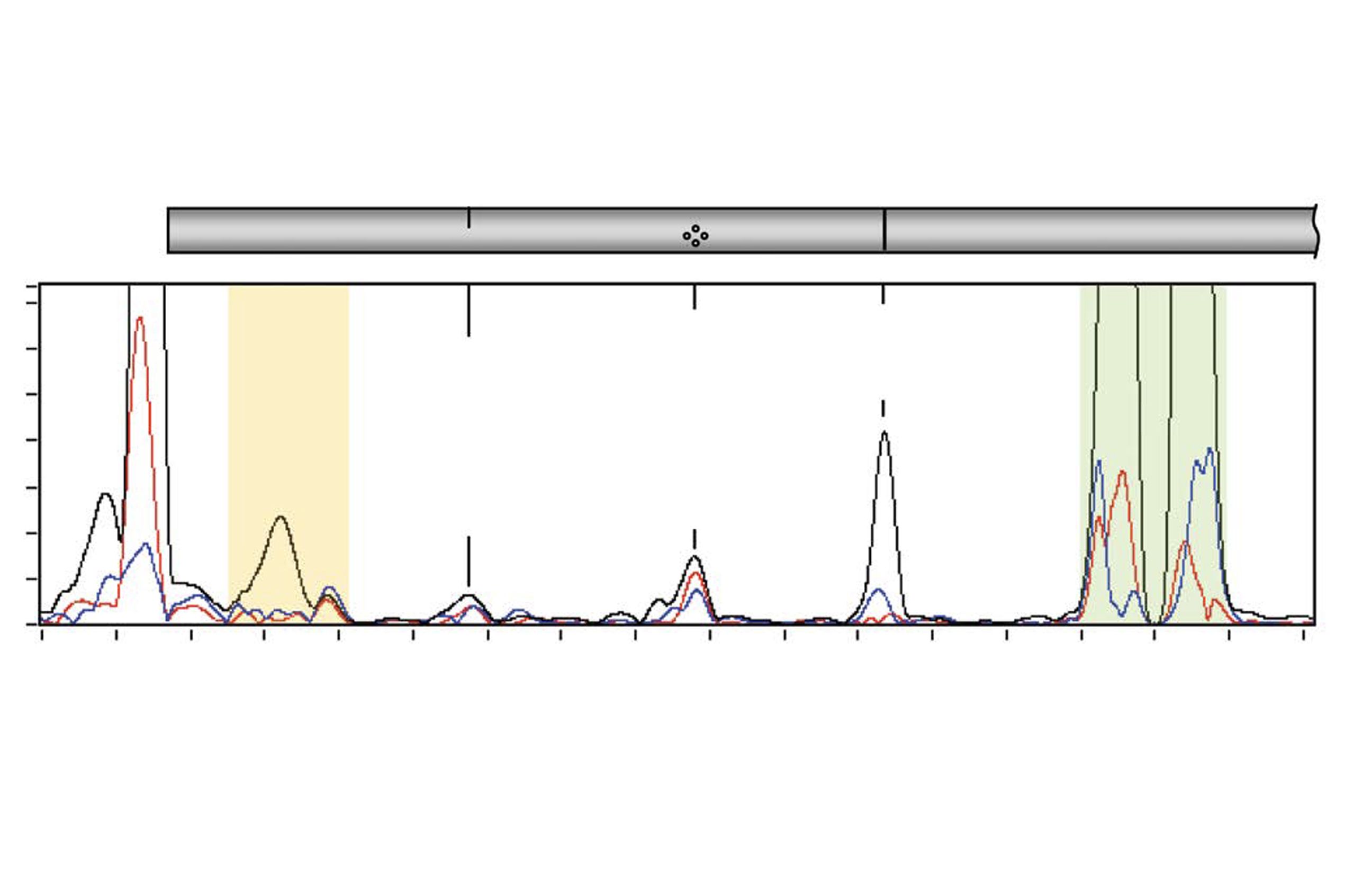
The system records the timing and strength of each reflection. This information tells the operator where features and anomalies are located along the pipe and how significant they may be.
Think of it like shouting into a long hallway. Your voice travels down the hall, and if there is an obstacle or an opening, some of the sound bounces back. GW works on the same principle — but with ultrasonic wave energy traveling inside the pipe wall.