)
How Acoustic Emission Testing Works: Basic Principles
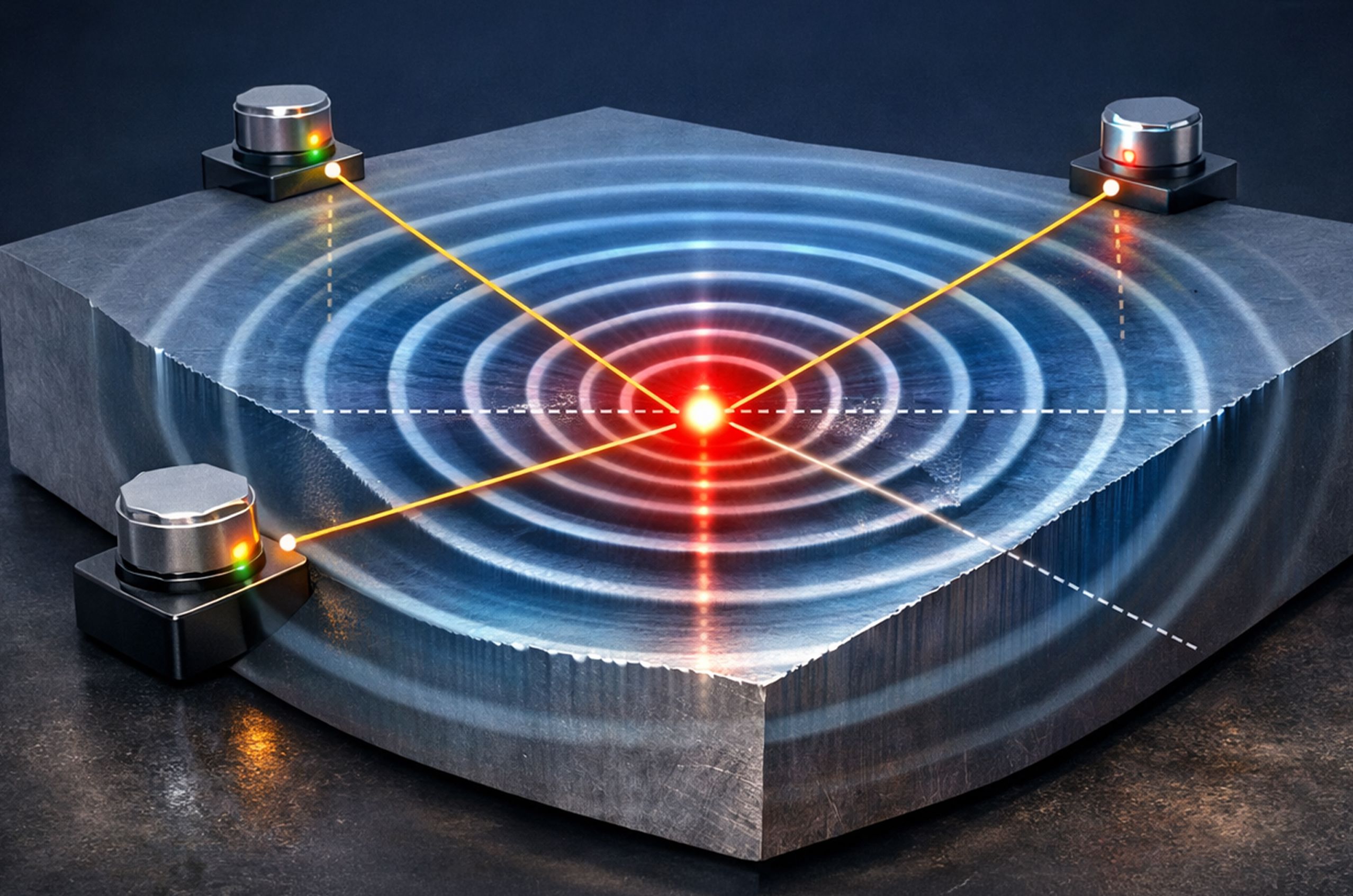
In AE, sensors are placed on the surface of a part or structure to listen for stress waves — tiny bursts of energy released when something changes inside the material. These waves travel through the material to the surface, where the sensors pick them up and convert them into electrical signals that can be recorded and analyzed.
Think of it like listening for sounds in a building. If a beam cracks or a bolt shifts under load, it makes a sound. AE works the same way, but at a scale and frequency that requires specialized sensors rather than human ears.
By looking at the characteristics of these signals and comparing when they arrive at different sensors, skilled operators can detect active problems and figure out where they are happening within the structure.
NDT practitioners use their understanding of sensor selection, placement, system settings, and signal analysis to adapt AE to different materials, structures, and monitoring situations.
)