)
How Vibration Analysis Works: Basic Principles
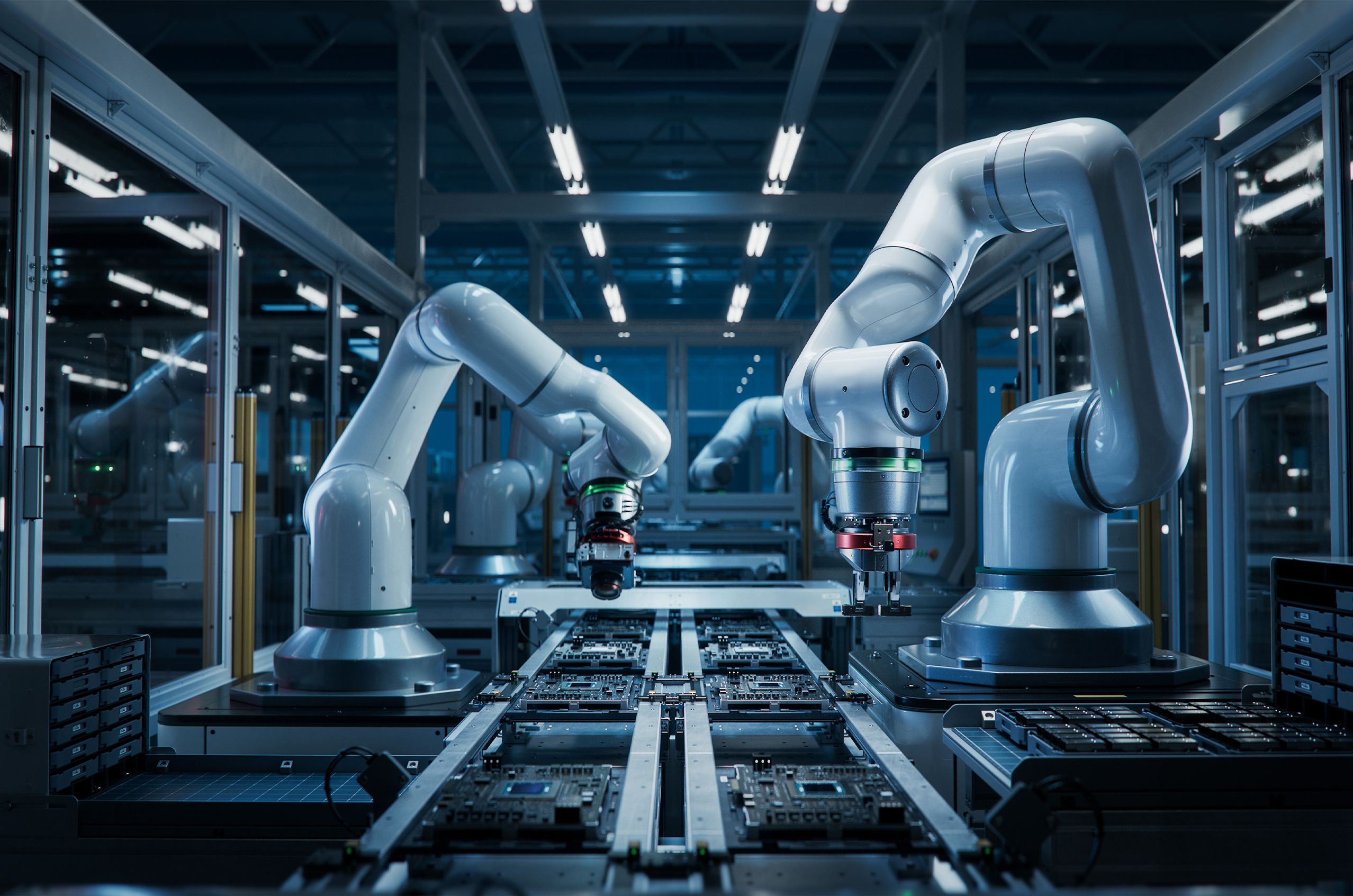
All rotating machinery produces vibration as a natural consequence of movement. Each rotating shaft, bearing, gear, and impeller contributes its own vibration energy at frequencies directly related to its rotational speed and geometry. In a healthy machine, these vibration levels are low and stable. When a component develops a fault — a bearing beginning to spall, a shaft going out of balance, a coupling becoming misaligned — the vibration pattern changes.
VA captures these changes by measuring vibration with sensors mounted on or near the machine, then analyzing the resulting data. The most important analytical tool is the frequency spectrum — a display of how much vibration energy is present at each frequency. Because every fault type produces vibration at predictable, calculable frequencies, the spectrum allows practitioners to read the condition of a machine the way a fingerprint reveals identity.
VA practitioners use their knowledge of machinery dynamics, bearing and gear geometry, and signal analysis to set measurement points, configure instruments, collect data, and correctly interpret what the frequency content reveals about machine condition.
)